Part of Lesjöfors

Alcomex arbeitet für Torfedern mit SH- oder DH-Qualität (Statische oder Dynamische Hochleistung) nach EN 10270-1, jedoch mit dem Unterschied, dass die in EN 10270-1 angegebenen Werte als untere Grenze gelten. Die EN 10270-1/2/3 teilt die Bezeichnungen von Stahlsorten in Varianten auf:

Für industrielle Federn verfügen wir standardmäßig über folgende Drahtqualitäten in den gängigsten Drahtstärken:
| Material | Werkstoffnummer | Normaler Temperaturbereich |
| Kohlenstoffstahl (C75, C85, C100) | 1.1200 / 1.1248 / 1.1269 / 1.1274 | [Temp. -40 °C bis +120 °C] |
| Edelstahl (301, 316, 17-7 PH) | 1.4310/1.4401/1.4568 | [Temp. -150 °C bis +250 °C] |
| Inconel (X750, 718, 625, 600) | 2.4669/2.4668/2.4856/2.4816 | [Temp. -200 °C bis +550 °C] |
| Hastelloy (C4, C276) | 2.4610/2.4819 | [Temp. -100 °C bis +500 °C] |
| MP35N | Im Körper implantierbar | [Temp. -200 °C bis +320 °C] |
| Berylliumkupfer | 2.1247 | [Temp. -190 °C bis +160 °C] |
| Phosphorbronze | 2.1020 | [Temp. -190 °C bis +80 °C] |
| Messing | 2.0321 | [Temp. -190 °C bis +120 °C] |
*Spezielle Werkstoffe in Überleg mit unsere Technische Abteilung.
Material Spezifische Abmessungen (d) |
Minimal (mm) | Maximal (mm) |
| Federstahl | 0,2 | 80 |
| Edelstahl Draht | 0,2 | 18 |
| Chrom-Vanadium | 10 | 80 |
| Chromium-silicon | 1 | 22 |
| Viereckiger Federstahl | 1 | 10 |
Bei der Anwendungsanalyse wird festgelegt, in welcher Applikation die Feder verwendet wird. Es kann vorkommen, dass die Arbeitsumgebung der Feder so ätzend sein kann, dass sich bestimmte Materialien einfach „auflösen“.
Als Alternative zu einem teuren Material entscheidet man sich oft dafür, die Eignung des Drahts/der Feder mittels Oberflächenbehandlung für eine Anwendung herzustellen. Die häufigsten Oberflächenbehandlungen sind: Galvanisieren, Phosphatieren, Vernickeln, Verchromen, Pulverbeschichten, Verzinnen und Versilbern/Vergolden. Alle diese Oberflächenbehandlungen verleihen der Feder spezifische Eigenschaften, die die Lebensdauer verlängern, ohne die mechanischen Eigenschaften zu beeinträchtigen.
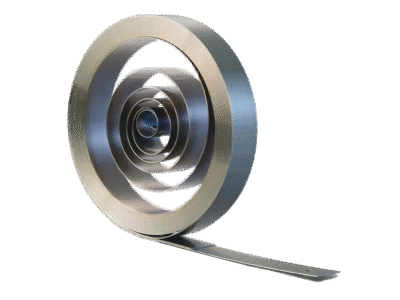
Die maximale Kraft, die eine Spiralfeder aufbringen kann, wird hauptsächlich durch die Dicke (plus die damit verbundene Zugfestigkeit) des Drahts und den Durchmesser der Wicklungen bestimmt. Die Höhe der maximalen Ausdehnung und die zugehörige Federkonstante können beeinflusst werden, indem die Anzahl der Wicklungen erhöht oder andererseits reduziert wird.
Weitere Informationen zu den Formeln (klicken Sie auf den Pfeil):
Die Verwendung eines anderen Materials in kostengetriebenen Anwendungen ist oft zu teuer, zum Teil weil bestimmte „exotischere“ Materialien nur als Draht- oder Bandstahl erhältlich sind. Da sich Korrosion negativ auf die Drahtstärke (und damit auf die Funktionsweise) auswirkt, sind gute Kenntnisse der Anwendung und verschiedene Oberflächenbehandlungen Voraussetzung für maßgeschneiderte Federn.
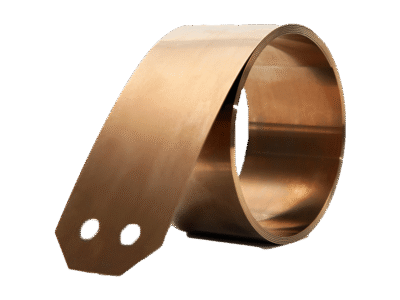
Die Verwendung von Oberflächenbehandlungen ist nicht ungefährlich und wenn die Arbeiten nicht ordnungsgemäß durchgeführt werden, kann dies zur Versprödung von Materialien führen. Dieses Phänomen wird als Wasserstoffversprödung bezeichnet und tritt in allen Fällen auf, in denen sich an der Oberfläche des Stahls Wasserstoff entwickeln kann. Die Wasserstoffversprödung auf Stahl bewirkt, dass der Stahl bei einer viel geringeren Zugkraft bricht als normal wäre, obwohl der Stahl in normalen Lebensdauerprüfungen normale Haltbarkeitswerte aufweist. Wasserstoffversprödung kann auftreten, wenn Federn nicht oxidierten Säuren oder kathodischen Reinigungsmitteln und Beschichtungen ausgesetzt sind. Blattfedern, die nach dem Umformen gehärtet wurden, sind davon bedroht.
Die Gefahr der Versprödung nimmt mit abnehmender Zugfestigkeit und Härte ab. In der Regel tritt bei Stahl mit einer Zugfestigkeit von < 1000 N/mm² oder einer Härte von < 30 Vickers keine Sprödigkeit auf. Der größte Teil des Wasserstoffs kann durch eine zusätzliche Wärmebehandlung (Durchwärmung) beseitigt werden. Die Stärke des Materials bestimmt die Temperatur und Zeit dieser Wärmebehandlung:
Oberflächenbehandlungen durchzuführen ist fast nie ohne Risiko. Alcomex führt diese Behandlungen immer in Absprache mit spezialisierten Partnern durch, um die Qualität unserer Federprodukte und -lösungen zu gewährleisten.